铝合金—雾面、镜面研磨工艺说明
铝合金—雾面、镜面研磨工艺说明
一、铝合金产品材质相比不锈钢更较软,在面对喷砂产品打磨时也可选用搓板机。
喷砂产品表面后续处理是喷砂,所以用搓板机能保证打磨面均匀,不易留下因打磨造成暗线。
开粗完成后在收光工艺时,一般会选择百洁布,因为百洁布细化砂纸纹能力很强并且价格实惠。
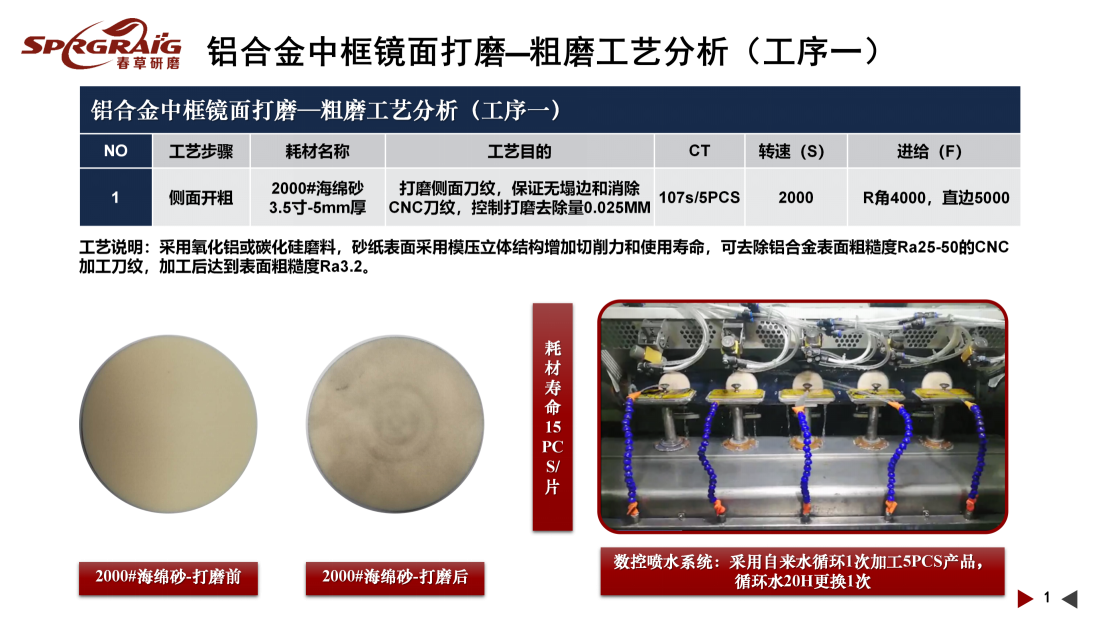
打磨难点一般在于易塌孔和塌边,而且还容易把小A面磨薄。所以根据产品形状在选择耗材和打磨角度上很重要。
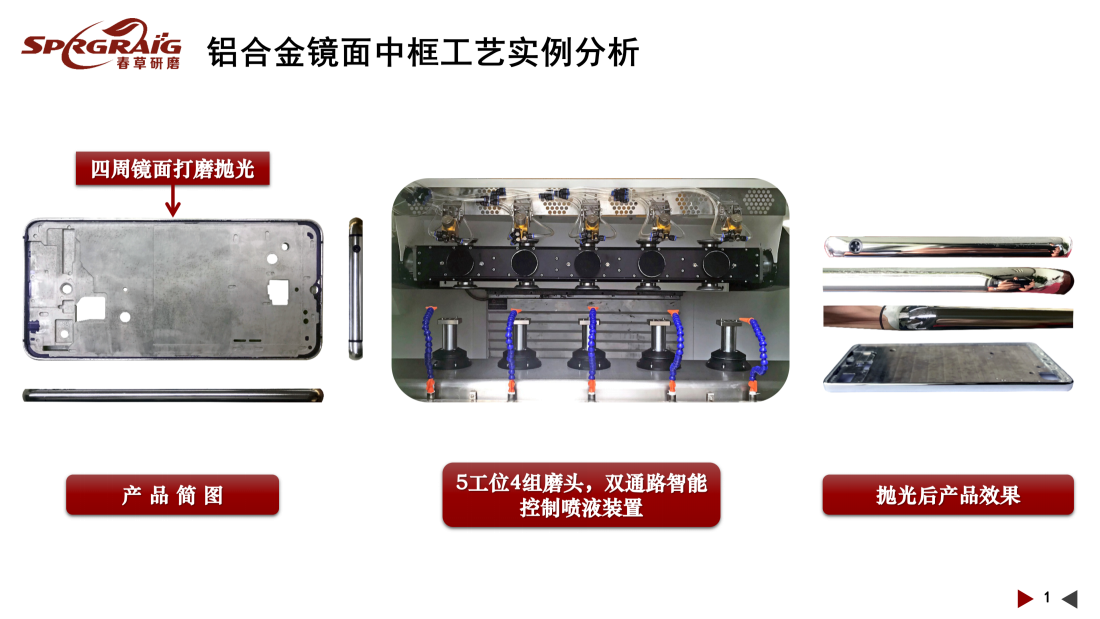
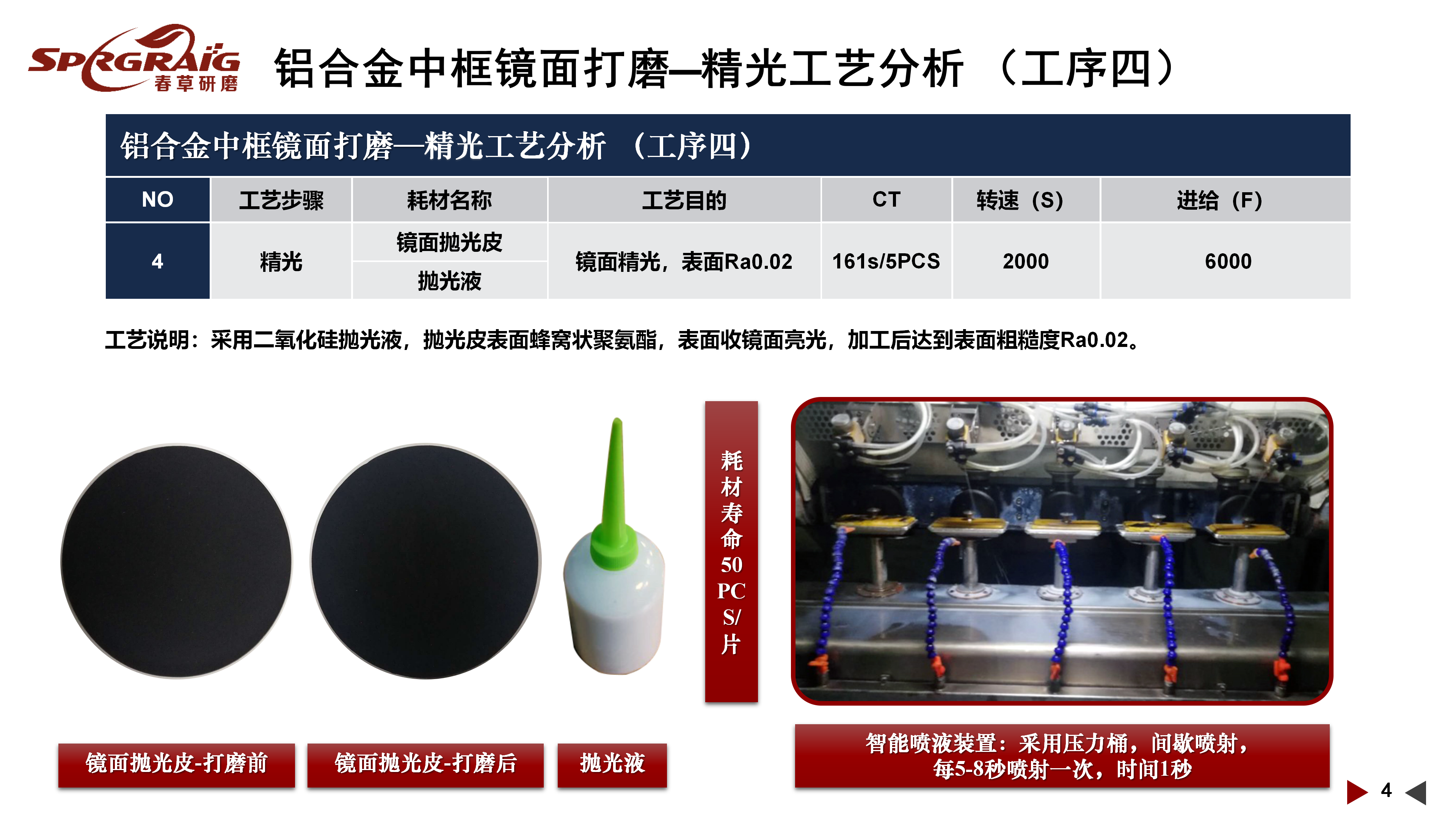
二、铝合金产品在做镜面抛光研磨时一般会选择圆头机,因为要达到镜面效果,对打磨后的产品表面光滑度要求很高。圆头机的高速运转才能实现这一效果。
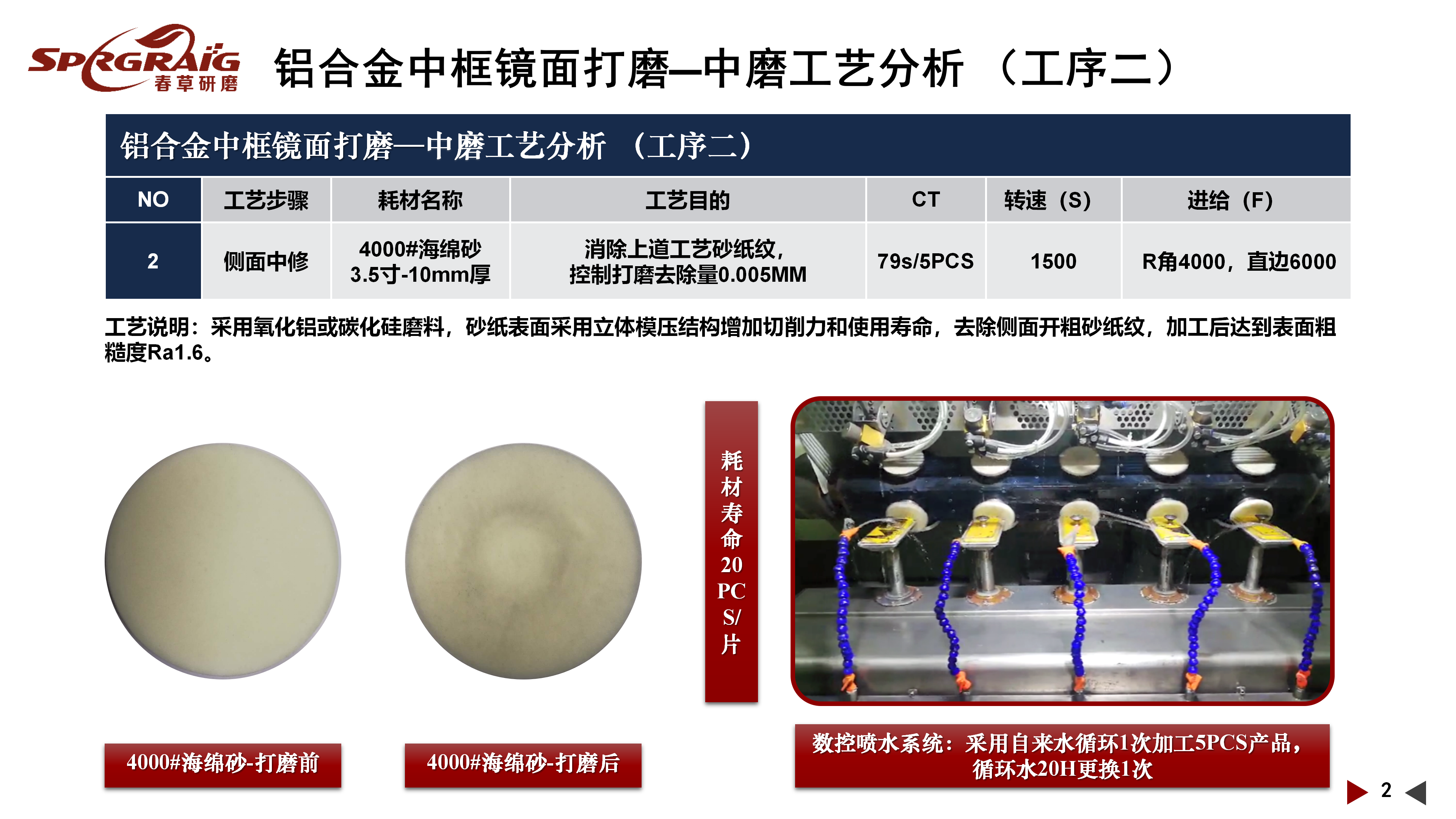
在耗材选用上开粗和中抛的砂纸密度越高越好,这样便于后续精抛收光。
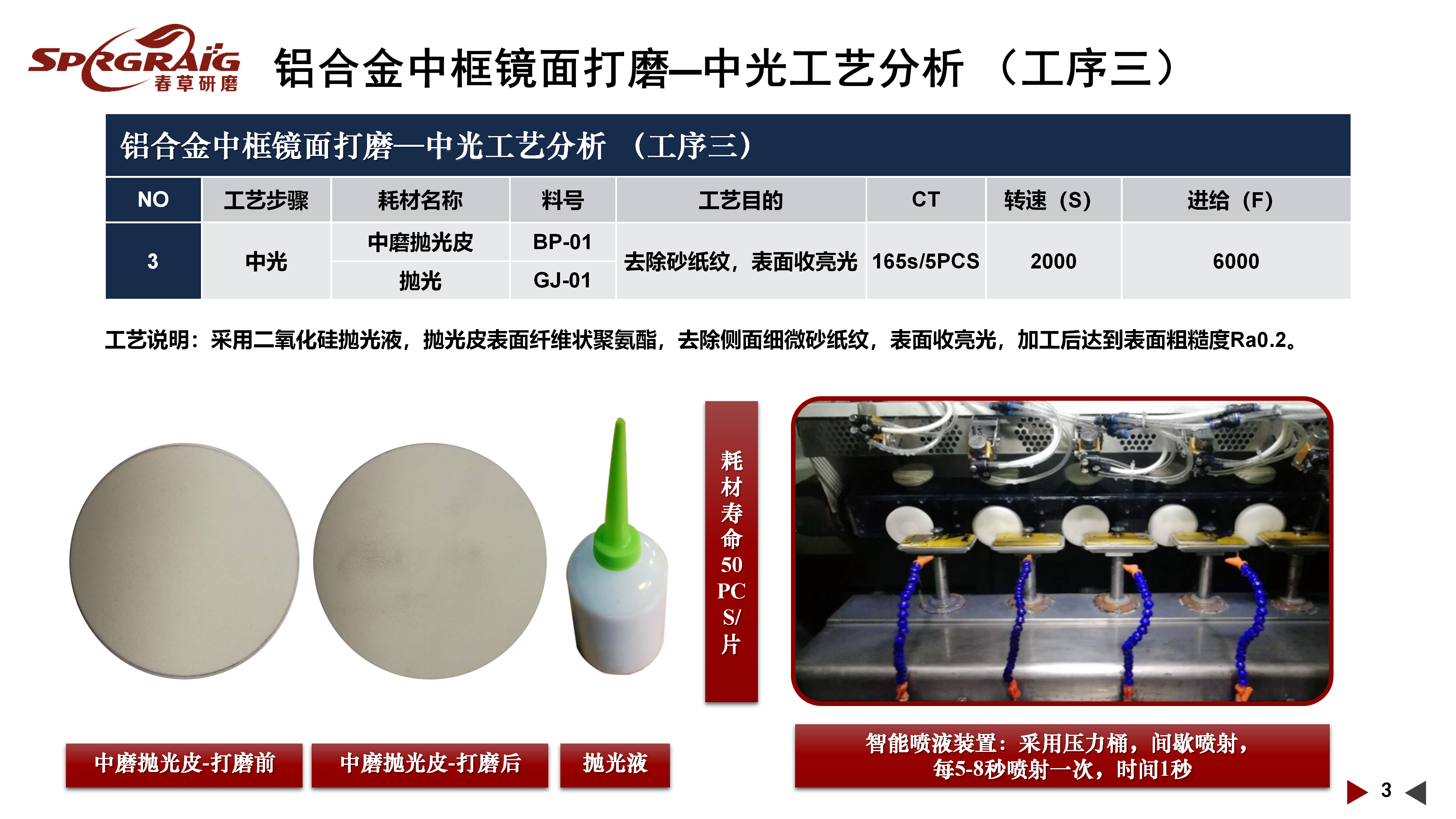
在做镜面收光时需要添加以二氧化硅为主的研磨液,耗材为白皮加黑皮,且白皮黑皮密度越高.柔软度越强越好,这样收光时能细化砂纸纹,镜面效果会更好。